刚刚收到一个好消息,心情比较激动,要借着这股热劲把这个案例分享出来。刚刚陈先生发来消息说:这折弯的地方用8566不在粘模和拉伤了。之前都是8566模具钢解决模具崩裂问题的案例,这次折弯工况不粘模,不拉伤,还是头一次,我比较兴奋,想把案例分享给大家,希望对大家选材借鉴。
几天前,陈先生来找我,他是折弯1.5mm厚的430不锈铁,容易出现粘模和拉毛的问题,冲头用的是DC53,磨损是没有的,就是老要粘料粘在产品上面,没办法干。我们大家都知道,折弯工况它有刮蹭,对模具的耐磨性以及不粘料的要求是很高的,不锈铁它是单相的铁素体组织,材料韧性很好,防锈效果也很好,但是是容易粘模,它在刮蹭的时候,容易跟模具钢材产生粘料的黏着磨损,由此导致产品划痕,拉毛。

但是折弯工况又对耐磨性要求高,你要耐磨性好,模具钢材就得有碳化物组织,有了坚硬的碳化物组织,耐磨性才能好,但这坚硬的碳化物组织又容易把产品刮伤掉,导致粘模,陈先生就遇到这个问题,他现在用的DC53,磨损是没有的,就是容易擦伤掉,粘在冲头上面,产品和冲头都有粘料和划痕,生产没法干。
但他今天来告诉我说:现在的8566冲头已经干了5000次啦,还没有出现粘模现象,以前用DC53,干20个产品就会粘模的。这8566模具钢把冲头的寿命由原来的20个就粘料没法搞,提高到现在的5000个产品还不粘模,这几千倍的增长,我已经找不到词来形容,我很激动,也想告诉你,让你模具不再为粘模而苦恼。
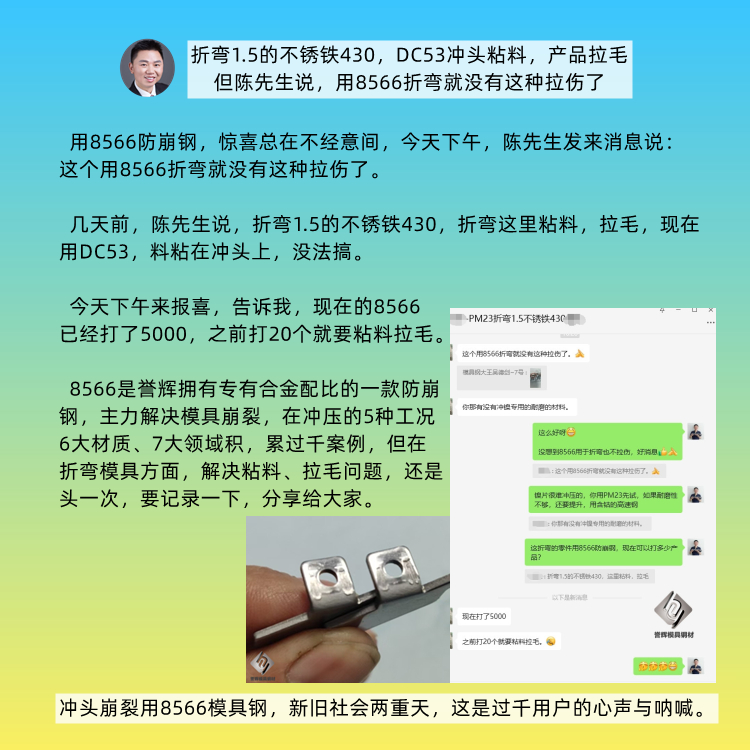
8566模具钢是我们誉辉模具钢拥有专有合金配比的一款防崩钢,主力解决模具崩裂问题,它在冲压的5种工况、6大材质、7大领域,已经积累了过千案例,但是,它在折弯模具解决粘模问题,这还是头一次,我要把这个案例分享给大家,让大家少走弯路,少试错。
借此机会,我要对陈先生说句抱歉了,我又把你的案例分享给大家了,但是分享给大家也不是我得利,我是希望我们的用户,在后续做类似产品的时候不要踩相同的坑。
我们的折弯模具很容易出现刮蹭的问题的,这种模具它对模具的耐磨性和不粘料的性能要求是很高的。但高碳钢Cr12MoV、D2、DC53、包括高速钢SKH-9,它们都是属于莱氏体钢,硬度是很高的,耐磨性是很好的,但高碳高合金,它就容易形成碳化物组织,碳化物组织耐磨性是很好的,缺点是淬火组织有很多细小的尖角和微裂纹,在冲压或成型刮蹭过程中,就容易出现粘模的问题。
今天陈先生告诉我用8566模具钢,模具寿命从20个提高到5000个,没有出现粘模的问题,而且他折弯的是1.5mm厚430不锈铁,这个材质还是挺硬的,是很有代表性的,听到这个好消息,我就很兴奋,我就想把这个案例分享给大家,让未来咱们在做这种模具的时候,如果遇到粘模的问题,我们有前车之鉴,尽量少走弯路,少试错。
我相信陈先生在用8566模具钢之前,他也花了钱的,也做了很多模具,也试了很多材料,但是干20个产品就出现粘模、刮蹭、划伤的问题,冲压生产是没办法干的,走了很多弯路。他找到我之后,听完我介绍之后,他选择信任我,买了8566防崩模具钢回去使用,没想到给他带来了意外惊喜。
8566模具钢的抗崩裂性能是高速钢SKH-9的4倍、D2的2倍,硬度有HRC58-60,它主要是解决D2、DC53、SKH-9等一些高硬度模具钢,没办法解决的崩裂问题,特别是在这种不锈钢冲压、尖角冲压、窄边冲压,厚板冲压以及冲压孔径小于板厚,常规模具钢解决不了的崩裂,都是用8566模具钢解决的。
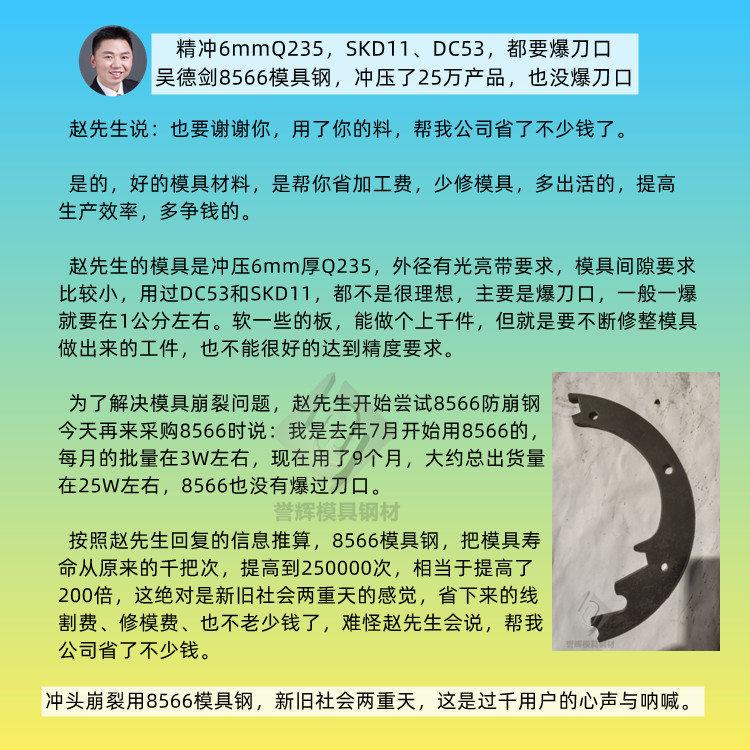
包括我们的精冲模具,我们的钢背精冲,这些厚料冲压容易崩的工况,容易粘模、起拉丝的问题,都是用8566模具钢解决的,之前我遇到的案例,8566模具钢都是解决模具的崩裂问题,用于这种折弯的工况确实没有遇见过。
再说这种折弯的工况,无论是折弯不锈钢的,折弯铝的,我们之前很多人用Cr12MoV、D2、DC53、甚至高速钢SKH-9,都是容易出现擦伤问题、粘模问题、划痕问题,现在用8566模具钢,陈先生已经收到好的效果了,我想把它分享给大家了,希望对大家以后的选材有所帮助。冲头崩裂用8566模具钢,新旧社会两重天。陈先生的经历又告诉我,8566不仅不崩角,还不粘模。
----------------------------------------------------------------------------------------------
我是模具钢大王吴德剑,来自东莞誉辉模具钢,誉辉模具钢,3个世界500强在用,京瓷连续7年采购誉辉模具钢。如果你在选择模具钢材时,有拿不定主意的,或者是现在用的模具钢,模具使用寿命短的,你用了很多种模具钢都搞不定的,那你来找我吧,我已经解决了4000多家企业在模具选材、制作和使用方面的疑难杂症,相信在模具钢选材以及应用方面,我是能够做你参谋长,并且能够让你少交学费的。吴德剑模具钢,用户的参谋长,用过的都买账。



